地址:江苏省如皋市白蒲镇前进工业园区
电话:本站出售中
Email:atm@siteatm.com
联系人:沈先生
手机: 13646285454 |
| |
|
|
|
液压机液压系统的实用清洗方法
|
| 发布时间:
2018/5/13 |
液压机液压系统的实用清洗方法
(1)常温手洗法
这种方法采用煤油、柴油或浓度为2%~5%的金属清洗液在常温下浸泡,再用手清洗。这种方法适用于修理后的小批零件,适当提高清洗液温度可提高清洗效果。
(2)加压机械喷洗法
采用2%~5%的金属清洗液,在适当温度下,加压0.5~1MPa,从喷嘴中喷出,喷射到零件表面,效果较好,适用于中批零件的清洗。
(3)加温浸洗法
采用2%~5%的金属清洗液,浸洗5~15min。为提高清洗效果,可以在清洗液中加入表所示的常用添加剂,以提高防锈去污和清洗能力。
表 清洗液常用添加剂
|
名称
|
化学分子式
|
用量/%
|
使用场合
| |
磷酸钠
|
Na3P04
|
2~5
|
适用于钢铁、铝、镁及其合金的清洗防锈
| |
磷酸氢钠
|
Na2HP04
|
2~5
|
适用于钢铁、铝、镁及其合金的清洗防锈
| |
亚硝酸钠
|
NaN02
|
2~4
|
适用于钢铁制件工序间、中间库或封存防锈
| |
无水碳酸钠
|
Na2C03
|
0.3~1
|
配合亚硝酸钠适用调整pH值
| |
苯甲酸钠
|
C6 H5CooNa
|
1~5
|
适用于钢铁及铜合金工序间和封存包装防锈
|
(4)蒸汽清洗法
采用有机溶剂(如三氯乙烯、三氯乙烷等)在高温高压下,有效地清除油污层。这种方法是一种生产率高而三废少的清洗法。
(5)超声波清洗法
这种清洗法目前在国内液压元件生产厂普遍采用。超声波的频率比声波高,它可以传播比声波大得多的能量。在液体中传播时,液体分子可得到几十万倍至几百万倍的重力加速度,使液体产生压缩和稀疏作用。压缩部分受压。稀疏部分受拉,受拉的地方就会发生断裂而产生许多气泡形状小空腔。在很短的瞬间又受压而闭合产生数千至数万个大气压,这种空腔在液体中的产生和消失现象叫做空化作用。借助于空化作用的巨大压力变化,可将附着在物体上的油脂和污尘清洗干净。超声波清洗机就是根据空化作用的原理制成的。图为超声波清洗机的工作示意图。
液压机液压系统的两次清洗
(1)第一次清洗
液压机液压系统的第一次清洗是在预安装(试装配管)后,将管路全部拆下解体进行的。
第一次清洗应保证把大量的、明显的、可能清洗掉的金属毛刺与粉末、砂粒灰尘、油漆涂料、氧化皮、油渍、棉纱、胶粒等污物全部认真仔细地清洗干净。否则不允许进行液压机液压系统的第一次安装。
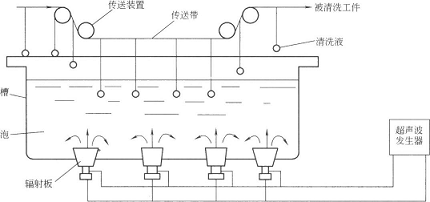
图 超声波清洗机工作示意图
第一次清洗时间随液压机液压系统的大小,所需的过滤精度和液压机液压系统的污染程度的不同而定。一般情况下为1~2昼夜。当达到预定的清洗时间后,可根据过滤网中所过滤的杂质科类和数量,再确定清洗工作是否结束。
第一次清洗主要是酸洗管路和清洗油箱及各类元件。管路酸洗的方法如下。
①脱脂初洗去掉油管上的毛刺,用氢氧化钠、硫酸钠等脱脂(去油)后,再用温水清洗。
②酸洗在20%~30%的稀盐酸或10%~20%的稀硫酸溶液中浸渍和清洗30~40mit(其溶液温度为40~60"C)后,再用温水清洗。清洗管子应经振动或敲打,以促使氧化度脱落。
③中和 在10%的苛性钠(苏打)溶液中浸渍和清洗15min(其溶液温度为30—40℃),再用蒸汽或温水清洗。
④防锈处理在清洁干燥的空气中干燥后,涂上防锈油。
当确认清洗合格后,即可进行第一次安装。
(2)第二次清洗
液压机液压系统的第二次清洗是在第一次安装连成清洗回路后进行的系统内部循环清洗。
第二次清洗的目的是把第一次安装后残存的污物,如密封碎块、不同品质的洗油和防锈油以及铸件内部冲洗掉的砂粒、金属磨合下来的粉末等清洗干净,而后再进行第二次安装组成正式系统,以保证顺利进行正式的调整试车和投入正常运转。对于刚从制造厂购进的液压设备,若确实已按要求清洗干净,可仅对在现场加工、安装的部分进行清洗。
第二次清洗的步骤和方法如下。
①清洗准备
a.清洗油的准备。清洗油选择被清洗机械设备的液压机液压系统工作用油或试车油。不允许使用煤油、汽油、酒精或蒸汽等作清洗介质,以免腐蚀液压元件、管道和油箱。清洗油的用量通常为油箱内油量的60%~70%。
b.滤油器的准备。清洗管道上应接上临时的回油滤油器。通常选用滤网精度为80目、150目的滤油器,供清洗初期后和后期使用,以滤出系统中的杂质与脏物,保持油液干净。
c.清洗油箱。液压机液压系统清洗前,首先应对油箱进行清洗。清洗后,用绸布或乙烯树脂海绵等将油箱内表面擦干净,才能加入清洗用油,不允许用棉布或纤维擦油箱。有些企业采用面团清理油箱,也会得到较为理想的清理效果。
d.加热装置的准备,清洗油一般对非耐油橡胶有溶蚀能力。若加热到50~80℃,则管道内的橡胶泥渣等杂物容易清除。因此,在清洗时要对油液分别进行大约12h的加热和冷私,故应准备加热装置。
②清洗 清洗前应将安全溢流阀在其入口处临时切断。将液压缸进出油口隔开,在主由路上连接临时通路,组成独立的清洗回路。对于较复杂的液压机液压系统,可以适当考虑分区对各部分进行清洗。
清洗时,一边使泵运转,一边将油加热,使油液在清洗回路中自动循环清洗,为提高清洗效果,回路中换向阀可作一次换向,泵可做间歇运动。备有两台泵时,可交换运转。为提高清洗效果,促使脏物脱落,在清洗过程中可用锤子对焊接部位和管道反复地、轻轻地点打,锤击时间为清洗时间的10%~15%。在清洗初期,使用80目的过滤网,到预定清洗寸间的60%时,可换用150目的过滤网。清洗时间根据液压机液压系统的复杂程度,所需的过滤精度和液压机液压系统的污染程度的不同而有所不同,当达到预定的清洗时间后,可根据过滤网中所过滤的杂质种类和数量,确定是否达到清洗目的而结束第二次清洗工作。
第二次清洗结束后,泵应在油液温度降低后停止运转,以避免外界气温变化引起锈蚀。扫箱内的清洗油应全部清洗干净,不得有清洗油残留在油箱内。同时按上述清洗油箱的要求将油箱再次清洗一次,最后进行全面检查,符合要求后再将液压缸、阀等液压元件连接起来,为液压机液压系统第二次安装组成正式系统后的调整试车做好准备。
最后按设计要求组装成正式的液压机液压系统。在正式调整试车前,加入实际运转时所用的工作油液,用空运转断续开车(每隔3~5min),这样进行2~3次后,可以空载连续开车0min,使整个液压机液压系统进行油液循环。经再次检查,回油管处的过滤网中应没有杂质,方可转入试车程序。 |
|
|
|
|
|
