地址:江苏省如皋市白蒲镇前进工业园区
电话:本站出售中
Email:atm@siteatm.com
联系人:沈先生
手机: 13646285454 |
| |
|
|
|
液压机精冲作业常见问题分析
|
| 发布时间:
2018/7/20 |
由于精冲需要在强压力与反顶状态下进行,因此工艺要求压边力和反压力大于卸料力和顶件力,以满足在变形区建立起三向不均匀压应力状态。也正因为如此,在精冲作业过程中出现的一些精冲件加工缺陷,很可能是由于压边力、反压力的调整操作不当所致。
1.液压机精密冲裁的压边力不能太小
精冲时常采用v形齿圈压板进行强力压边。V形齿圈压板的作用如下:
1)防止剪切区外的材料在剪切过程中随凸模流入。
2)夹紧材料,在精冲过程中使材料始终和冲裁方向垂直而不翘起。
3)提供强大的压力,在变形区建立三向压应力状态,消除或阻止因拉应力引起的裂纹,防止切断面产生撕裂。
若压边力太小,则变形区材料的静水压应力偏低不利于抑制裂纹,在剪切面产生撕裂影响剪切面质量,精冲面易出现撕裂;若压边力太大,则产生过大的动力消耗,使模具结构复杂,降低模具的使用寿命。在实际精冲作业过程中,压边力应按工艺计算的数值进行调试,在保证工件质量的前提下尽量调小。
2.液压机精密冲裁的反压力不能太小
反压力是影响精冲件质量的重要因素。较大的反压力可以提高变形区材料的静水压应力,抑制拉裂纹,有助于提高精冲件的质量。但反压力过大会增加凸模的负载,降低凸模的使用寿命,而反压力太小则会造成工件尺寸精度超差、表面不平、中间拱起等缺陷。因此,在实际工艺过程中,反压力也应按工艺计算的数值进行调试,在保证工件质量的前提下尽量调到下限值。
3.液压机精冲不宜在普通液压机上进行
精冲模有凸出的齿形压边圈,材料在压边圈和凹模、反压板和凸模的压紧下实现冲裁,精冲工艺过程要求设备同时提供三向作用力(冲裁力、压边力和反顶力),且三力独立可调,相互匹配工作。因此,精冲模通常在专用的精冲液压机上使用。普通液压机一般不能同时提供这三个力及其运动,而且液压机的刚性和运动精度较差,故不宜在普通液压机上进行精密冲裁。
4.简易糟冲可在普通液压机上进行
由于专用精冲模必须在专用精冲液压机上使用,因此是否采用精冲模加工,在很大程度上取决于加工企业是否有精冲液压机。但精冲液压机昂贵的设备价格,在一定程度上限制了它的使用。
若受加工设备的限错,而冲裁零件的加工精度又较普通冲裁高,则可在模具结构上采用一些独立的施力装置,1。如臻装机械或液压装置提供压边和反压力来在通用液压机E实现简易精冲。
采取技术措施后的该类模具称为简易精冲模。简易精冲模具用聚氨酯橡胶(或碟簧)作为精冲模的施压元件来提供压边力和反顶力。常用的简易精冲模结构如图所示。
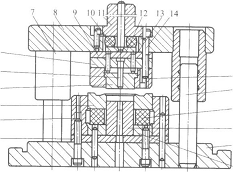
图 聚氨酯式精冲模
1、9-垫板,2-模具压板,3-齿阀压板,4-卸件器,5-冲孔凸模,6、20-固定板.
简易精冲模具具结构简单,可以在通用液压机上使用等优点,但由于施加的压力不易均衡,容易使模其受到偏载。另外,精冲过程中这些元件施加的压力和反顶力将随着冲裁的进行而不断增大,这将恶化精冲模具的受力条件和刃口的工作状况,降低模具的使用寿命,使其无法适应大量生产的要求。
尽管冲裁的零件质量不如在精冲机上好,生产效率也不如精冲机高,且仅适合于料厚不大于4mm材料的冲裁,但由于其使用灵活,且不受专用精冲液压机的限制.在小批量生产中应用广泛。
对于带凸出的齿形压边圈的简易精冲模,由于材料必须在该齿形压边圈、凹模和凸模等的共同作用下才能实现精冲,所以带V形齿圈强力压板的精冲工艺不能精冲料厚小于0.5mm的冲裁件,这是因为最小V形齿高度为0.3mm,小于0.5mm的原材料很易被该V形齿压料时卡断。因此,该工艺适合于料厚大于1mm的加工塑性良好的有色金属及其合金的薄板、中厚板及厚板,特别适合纯铜、纯铝及大部分塑性好的铜合金、铝合金以及低碳(软)钢的精冲。
|
|
|
|
|
|
