地址:江苏省如皋市白蒲镇前进工业园区
电话:本站出售中
Email:atm@siteatm.com
联系人:沈先生
手机: 13646285454 |
| |
|
|
|
弯曲件加工质量的控制
|
| 发布时间:
2018/9/25 |
对弯曲件质量进行控制就是要针对影响弯曲件质量的各关键要素有针对性地采取有效措施。
1、选用含适的液压机
弯曲时,液压机本身的精度不同、吨位大小不同、工作速度不同等,都会使弯曲件的尺寸和外观质量发生变化。因此,应合理地选用合适的液压机进行弯益加工。
2、控制弯曲模的质量
弯曲模是弯曲工件的工具。通常,弯曲工件的形状、尺寸、表面质量均取决于模具的制造质量,模具的制造精度越高,表面粗糙度越低,则弯曲件的形状尺寸精度及表面质量也就越高。
3、合理地选用并控制好弯曲材料
弯曲件所使用的材料不同,不仅会影响弯曲件的形状与精度,也可能使弯曲件出现裂纹。这主要是由于不同材料的力学性能、塑性指标不同;其弯曲质量自然也就不同。而即使用同一板料,由于成分分布的不均,材料的厚度不均,所弯曲的工件由予压力及回弹值不同,其形状和尺寸精度也将产生偏差。因此,应合理地选用弯曲件的材质,并控制好其质量。
4、严格按弯曲加工的工艺操作
模具的安装、调整以及生产操作的熟练程度都会对弯曲件的质量产生一定的影响。特别是送料时的准确性,坯料定位的可靠性。润滑的正确性等都会严重影响弯曲件形状、精度及表面质量。因此,应严格按弯曲加工的工艺规程进行操作。
5、设计并控制弯曲件的形状
为保证弯曲件的质量,应设计合理实用的弯曲形状。弯曲件的直边高度太短、板料孔位于弯曲变形区内等较差的设计都会在弯曲过程中直接影响弯曲件的加工质量,产生较大的偏差或造成较大的表面缺陷。如图14a所示,在弯曲高度小于最小弯fHl高度2t时,在最小弯曲高度以下的部分将出现张口,使弯曲线和两孔中心线不平行。此时,可在不影响使用的情况下,重新设计并控制弯曲件的形状。图14b所示为将缺口部分直边加高的设计,图14c所示为将最小弯曲高度部分去除的设计。还可采用在弯曲区域开槽、压槽的设计方式,如图32所示。
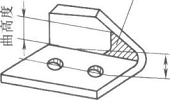 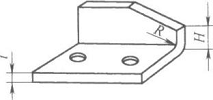 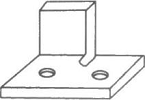
图14弯曲件形状的控制示例 a)弯曲线和两孔中心娩不平行b)加高缺口熏边
在带孔的板料弯曲时,若孔位于弯曲变形区内,即当t小于2mm时,L小于等于t;当L大于等于2mm时,L小于2t,如图15a所示,则孔的形状会发生畸变。为防止孔的变形,在条件允许的情况下,可采取冲凸缘形缺口(见图15b)或月牙槽(见图15c)或在弯曲变形区设置工艺孔,以转移变形区(见图15d)的弯曲件形状设计。
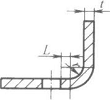 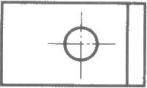
图15弯曲件形状的控制示例图
a)孔位于弯曲变形区内b)设计凸缘形缺口c)设计月牙槽d)设置工艺孔
6、制订合理实用的加工工艺方案
对弯曲工艺性差的加工件,为保证液压机的加工精度,制订合理实用的加工工艺方案往往是保证弯曲件质量的关键。如图15a所示的工件,若零件外形形状不允许更改,则可采用先预留缺角部分材料,待弯曲加工完成后,再去除的加工工艺。
又如,弯曲对两孔同轴度有一定要求的u形件,在弯曲时则有可能因毛坯展开长度不够或产生滑动,引起图16a所示的孔中心线的错移;或弯曲后回弹,出现图16b所示的孔中心线倾斜;或因弯曲平面不平,出现起伏使弯曲两孔轴中心线不在一条直线上,导致图16e所示的孔偏斜。
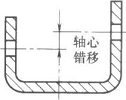 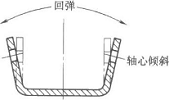
图16弯曲后两孔不同心的状态
a)轴心错移b)轴心馈斜e)轴心偏斜
对此类零件的加工,若孔的周轴度要求不太高,为减少加工工序,提高效率,可采用直接冲孔再弯曲的加工工艺,但加工工艺及模具结构中必须采取以下措施:
1)准确计算零件的展开尺寸,零件各定位尺寸必须经过试验确定。
2)提高弯曲模的制造精度。
3)弯曲模中要有防止坯料位置移动、弯曲件回弹及弯曲平面出现起伏的装置。
若孔的同轴度要求较高,最好采用先弯曲后冲孔的加工工艺。
再比如图17a所示的不对称弯曲件,由于弯曲过程中板料因受力不均衡易产生滑移,此时就可采用图17b所示的两件配对组合后对称弯曲,最后再切断的加工方案。
 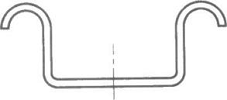
图17不对称零件的成对弯曲
|
|
|
|
|
|
