地址:江苏省如皋市白蒲镇前进工业园区
电话:本站出售中
Email:atm@siteatm.com
联系人:沈先生
手机: 13646285454 |
| |
|
|
|
液压机械操作要点:拉深件质量的控制
|
| 发布时间:
2018/10/6 15:28:52 |
液压机操作过程中对拉深件质量进行控制就是应针对影响拉深件质量的各关键要素有针对性地采取控制措施。
1.选用精度较高的液压机
拉深时,液压机对拉深件的形状和尺寸也会产生较大的影响,精度较差的液压机容易使拉深对凸、凹模偏置而造成废品。因此,在选用液压机时,一定要选用精度较高的液压机。同时,液压机的吨位足够大,以防压力不足引起材料回弹,而达不到所要求的形状耱尺寸要求。
2.设计并制造正确、合理、实用的模具结构
设计并制造正确、合理、实用瞬筷具结构是决定拉深件加工质量和制造成本的主要因素,也是决定拉深件形状和_尺_寸精度的关键。其中,拉深凹模的断面形状是保证拉深件正确形状及较高精度的关键。
最简单的拉深凹模是一个带圆角的孔,如图10所示。圆角以下的垂直直壁部分h是使金属板料受力变形形成圆筒形侧壁、产生滑动的区域,因此h值应尽量取得小些。但是,若h过小,则在拉深过程结束后伴随有较大的弹性回跳,因此使冲件在整个高度上各部分的尺寸不能保持一致;而当h过大时,则又容易使拉深件侧壁在与凹模洞口垂直直壁部分滑动时摩擦增大而造成过分地变薄。一般情况下凹模洞口直壁部分的高度h值,在拉深普通精度件时按9~13mm选取,在拉深精度较高的件时按6~10mm选取。
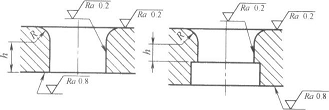
图10拉深凹模口部结构
拉深完成后,由于金属塑性变形中弹性回跳的作用使冲件的口部略为增大,因此凹模舀部直壁部分的下端应做成尖锐的直角或锐角,从而可使得凸模回程时就能使冲件被锐缘角挂住而下落。如果下端为圆角或角变钝,则冲件仍然包住在凸模上,将随着凸模一起上升,产生将零件回带的教障。
考虑到有利于防皱,且可大大减小拉深系数,在拉深时可选用锥形或渐开线形凹模。但要注意设计合理,不合理的设计不仅起不到应有的作用,甚至会产生次品和废品。图12所示为锥形和渐开线形凹模的结构。
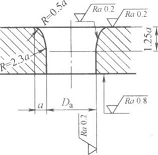
锥形口部的锥度一般取300~600,锥形在和凹模表面以及内孔面相接的地方用光滑的圆弧连接。锥形口部以下的垂直直壁部分尺寸h值的选取与直筒形凹模相同。
设计时应保证锥形孔的上口直径比坯料的直径小2-10mm(小于3t)。如果上口太大,坯料不易放正,易产生拉深件拉深高度不齐的缺陷;如果上口太小,使凹模锥形孔太小,则坯料难以形成具有比平面形状更大的抗压失稳能力的曲面过渡形状,锥形孔将不起作用,拉深件由于变形程度不足就很可能产生拉破。
另一方面,模具结构的设计还必须考虑制造的能力及生产加工的成本。例如,模具结构中采用压边圈压料有利于防皱,但压边圈的采用易使模具结构复杂化并使制造成本增加,因此对不易起皱拉深件就可不必采用压料装置。
3.合理地选用拉深材料
拉深件所采用的材料不同,不仅影响拉深件的形状与精度,也可能使拉深件现裂纹。在条件允许的情况下,应选用成形性能好。金相组织、表面质量好的材料进行拉深,并应控制好其质量。
4.严格按拉深加工的工艺进行液压机械操作
模具的安装、调整以及生产操作的熟练程度都会对拉深加工产生一定的影响。特别是坯料定位的可靠程度及润滑的正确与否会严重影响拉深件形状、精度和表面质量。因此,为保证加工质量应严格按拉深加工的工艺规程进行液压机械操作。
5.合理设计拉深件的形状
拉深件的形状对拉深质量影响极大,拉深工艺性差的零件不但会增加拉深次数,而且易造成备种拉深缺陷。
6.制订合理实用的加工工艺方案
制订合理实用的加工工艺方案是保证拉深件成功与否的关键,也直接关系到拉深件加工的成本。加工工艺方案主要应包括:拉深加工各工序的次序安排、拉深系数的正确选择、毛坯形状和尺寸的合理计算等。
|
|
|
|
|
|
